Définition:
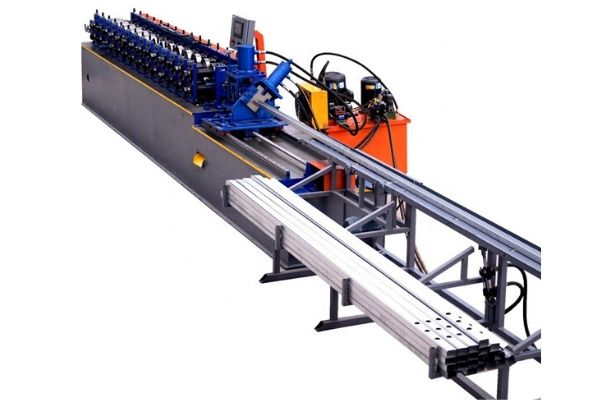
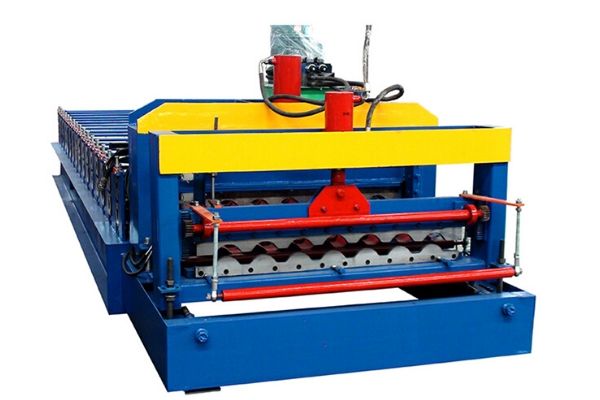
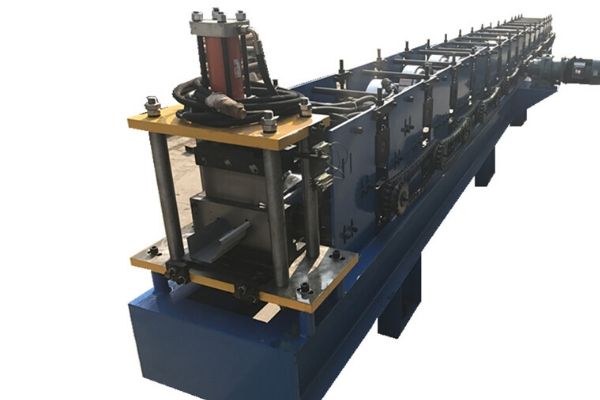
La profileuse à double couche est une machine de production composée d'un dévidage, d'un formage et d'une découpe post-formage. Sa plaque de couleur est plate et belle en apparence, uniforme dans la texture de la peinture, haute résistance et durable, et est largement utilisée dans les bâtiments civils industriels, tels que les toits et les murs des usines, des entrepôts, des gymnases, des salles d'exposition, des théâtres, etc. Les composants de la machine de pressage de carreaux comprennent la machine entière de la machine de pressage de carreaux en acier de couleur, le système de contrôle par ordinateur PLC, le système de station de pompage hydraulique et le système de post-cisaillement entièrement automatique.
Caractéristiques du produit:
- La profileuse à double couche applique un logiciel de contrôle automatique de haut niveau pour réaliser la gestion informatisée de la production.
- Le système de contrôle d'automatisation de l'ensemble de l'unité utilise un réseau hautement intégré, ce qui améliore le système d'automatisation.
- Une profileuse à double couche peut presser deux types de carreaux. Différents modèles tels que 840/900, 840/850, 860/910, deux modèles d'entre eux peuvent être combinés avec désinvolture. Le plus grand avantage est qu'il occupe une petite surface qui économise de l'espace et qu'il est entièrement automatique et contrôlé par ordinateur. Cependant, un seul type de carton peut être produit pendant le fonctionnement, ce qui équivaut à deux laminoirs monocouches.
- La machine peut définir plusieurs ensembles de données différentes pour produire différentes longueurs de produits finis.
La bonne alimentation méthode de fonctionnement de le double-rouleau de couche formant la machine :
Lors de l'alimentation de la profileuse à double couche, la première chose à laquelle nous devons prêter attention est que le matériau de la plaque d'acier de couleur plate doit être aligné avec le rouleau de pression de la profileuse, et les deux couches doivent être alignées, pour s'assurer que ils ne bougeront pas en se nourrissant.
Lorsque la profileuse à double couche est allumée, nous pouvons presser la plaque d'acier de couleur à la main pour terminer la tâche de pousser le matériau d'alimentation tout en assurant une distance de sécurité par rapport au rouleau de presse de la profileuse. S'il s'avère que la plaque d'acier de couleur est obstruée ou que le matériau ne peut pas être alimenté, nous devons arrêter l'équipement mécanique à temps, puis ajuster la plaque d'acier de couleur.
Une fois le réglage terminé, suivez les étapes ci-dessus. Lors de la collecte, ne tirez pas la plaque d'acier de couleur à la main. Laissez la plaque d'acier de couleur tomber activement, puis vous pourrez la rétracter à la main après sa chute. Si nous le tirons à la main lorsqu'il n'est pas terminé, cela provoquera la déformation de la plaque d'acier de couleur derrière, ce qui générera beaucoup de déchets et gaspillera également beaucoup de matériau.
La spécification de la machine de formage de rouleaux double couche :
Produit: Machine de formage de rouleaux double couche
Type de tuile : Acier coloré/glacé
Tension : 380V 50Hz triphasé
Capacité de production : 15-20 m/min
Poids : 10.5 tonnes
Puissance (W) : 5.5KW+5.5KW
Épaisseur du matériau : 0.3-0.8 mm
Dimension (L * W * H): 9500 * 1500 * 1650 MM
Matériau du rouleau : acier 45 # avec chrome dur 0.07 mm.
Matériau de l'arbre : traitement de l'acier 45 #
Système de coupe : coupe d'arrêt de colonne de guidage hydraulique
Matériau de la lame de coupe : Cr12Mov
Épaisseur de la plaque intermédiaire : 16 mm
Prix: 15,000.00 $ - 21,000.00 $
Inspection et Mentretien de le profilage à double couche Mmachine :
1. Effectuez une inspection et un entretien réguliers de l'équipement électrique conformément à la réglementation. Le câblage de l'équipement électrique non utilisé doit être retiré.
2. En cas de panne de courant, s'il y a un corps électrique à moins de 0.8 mètre du personnel d'inspection, un matériau isolant doit être utilisé pour un abri temporaire fiable.
3. Lorsqu'il est constaté que la partie conductrice de la profileuse à double couche est mise à la terre, avant que l'alimentation électrique ne soit bloquée, il n'est pas permis de s'approcher sauf pour sauver le choc électrique. Il doit être à 3.8 mètres de la personne électrocutée et à 1.5 mètre de la pièce pour éviter les dommages liés à la surtension.
4. Les électriciens doivent connaître les types et les fonctions des circuits électriques et des équipements électriques de l'atelier. S'ils ne comprennent pas parfaitement les fonctions des équipements électriques, les travaux à risque sont interdits.
5. L'électricien doit vérifier l'état du moteur, du câble, de la console électrique et des autres équipements comme prévu. Tout problème constaté lors de l'inspection doit être traité à temps. Lors de la vérification de la température du moteur, assurez-vous d'abord qu'il n'y a pas d'électricité, puis testez avec le dos de la main.
6. À l'exception de l'électricité de construction temporaire ou des mesures temporaires, aucun fil temporaire ne doit être installé et les lumières ne doivent pas être suspendues au hasard. Les circuits électriques d'origine des interrupteurs et des prises utilisés dans les outils d'instrumentation, les machines à souder, etc. ne doivent pas être modifiés sans autorisation.
Raisons pour Deffets dans le Production Pprocessus de Double-couche Roll Forming Mmachine :
- La vague en forme de sac est principalement due à la contrainte de traction latérale et à la déformation latérale générées pendant le processus de pliage de la plaque, et la déformation du matériau en feuille dans le sens de l'épaisseur est relativement faible. Selon la relation entre la déformation du matériau, la déformation sera concentrée. Les pièces se sont contractées et déformées dans le sens longitudinal.
- Il existe de nombreuses raisons pour la flexion longitudinale de la machine de profilage à double couche. L'une des raisons les plus importantes est que les bords de la section transversale sont soumis à la force de traction lors de la flexion du côté, qui tente d'étirer toute la section transversale longitudinalement, mais n'est pas suffisant pour allonger toute la section rigide, ce qui entraîne le phénomène selon lequel l'extrémité avant de la pièce roulée se plie vers le haut ou vers le bas.
- L'onde de bord est une onde en forme de sac et est un défaut courant. Sa production est principalement la synthèse de deux effets : un effet est le même que le mécanisme de la vague du sac. C'est parce que le matériau dans la partie de flexion de la section transversale est soumis à une contrainte de traction transversale, qui produit une contrainte de traction transversale. Dans le cas où la contrainte dans la direction de l'épaisseur n'est pas importante, un rétrécissement longitudinal se produit, et la partie de bord génère des ondes de bord dues à la contrainte de compression. La seconde est que le matériau au niveau de la partie de bord est étiré et cisaillé pour s'allonger sous l'action d'une force externe, puis comprimé et cisaillé à nouveau pour produire une déformation plastique provoquant des ondes de bord. Ces deux effets se superposent pour former une onde latérale.